世界の製造業におけるIoT市場:コンポーネント(ハードウェア、サービス、ソフトウェア)、製造タイプ(ディスクリート製造、プロセス製造)、コネクティビティ、導入形態、企業規模、用途、最終用途産業別の世界市場予測(2025年~2030年)

※本ページの内容は、英文レポートの概要および目次を日本語に自動翻訳したものです。最終レポートの内容と異なる場合があります。英文レポートの詳細および購入方法につきましては、お問い合わせください。
*** 本調査レポートに関するお問い合わせ ***
## 製造業におけるIoT市場:詳細な市場概況、成長要因、および将来展望
本報告書は、2025年から2030年までの期間における**製造業におけるIoT**市場の包括的な分析を提供します。グローバル市場を対象とし、コンポーネント、製造タイプ、接続性、展開モード、組織規模、アプリケーション、エンドユース産業といった多岐にわたるセグメントを詳細に掘り下げています。この市場は、産業界全体のデジタルトランスフォーメーションの加速と、運用効率の向上への強い需要に支えられ、顕著な成長を遂げると予測されています。
### 市場概況 (Market Overview)
**製造業におけるIoT**市場は、近年急速な拡大を見せており、その成長軌道は今後も継続すると見込まれています。具体的な市場規模のデータは以下の通りです。
* **2024年の市場規模**: 693.1億米ドル
* **2025年の市場規模**: 743.8億米ドル
* **2030年の予測市場規模**: 1,100.3億米ドル
このデータから、市場が着実に成長していることが明確に示されています。特に、2025年から2030年までの予測期間における年平均成長率(CAGR)は**8.00%**と算出されており、これは**製造業におけるIoT**ソリューションへの投資が今後も活発に行われることを示唆しています。この堅調な成長は、製造業が直面する課題、例えば生産性の向上、コスト削減、品質管理の厳格化、サプライチェーンの最適化などに対して、IoT技術が有効な解決策を提供していることの証左と言えるでしょう。グローバル市場全体で、スマートファクトリーの実現に向けた動きが加速しており、IoTはその中核を担う技術として不可欠な存在となっています。
### 市場セグメンテーションの詳細
本報告書では、**製造業におけるIoT**市場を複数の重要な側面から分析しています。
#### 1. コンポーネント別 (By Component)
市場は主にハードウェア、サービス、ソフトウェアの3つの主要コンポーネントに分かれています。
* **ハードウェア**: これには、センサー、アクチュエーター、ゲートウェイ、エッジデバイスなどが含まれます。これらは物理的な世界からデータを収集し、ネットワークに接続するための基盤を提供します。例えば、生産ラインの温度、圧力、振動などのデータをリアルタイムで収集するセンサーや、機械の動作を制御するアクチュエーターが該当します。
* **サービス**: IoTソリューションの導入、統合、コンサルティング、保守、サポートなどが含まれます。複雑なIoTシステムの設計、既存システムとの連携、継続的な運用サポートは、専門的な知識と技術を要するため、サービスの需要は非常に高いです。
* **ソフトウェア**: IoTプラットフォーム、データ分析ツール、人工知能(AI)/機械学習(ML)アルゴリズム、アプリケーションなどが含まれます。収集された生データを意味のある情報に変換し、意思決定を支援するためのインサイトを提供します。例えば、予知保全のための分析ソフトウェアや、生産プロセスを最適化するAIベースのアプリケーションが挙げられます。
#### 2. 製造タイプ別 (By Manufacturing Type)
製造業の特性に応じて、IoTの適用方法も異なります。
* **ディスクリート製造 (Discrete Manufacturing)**: 自動車、電子機器、機械部品など、個別の製品を組み立てて製造する産業を指します。ここでは、生産ラインの自動化、品質管理、資産追跡、サプライチェーンの可視化などにIoTが活用されます。
* **プロセス製造 (Process Manufacturing)**: 化学、食品・飲料、製薬、石油・ガスなど、原材料を連続的なプロセスで加工して製品を製造する産業を指します。ここでは、プロセスの最適化、リアルタイム監視、品質の一貫性維持、安全管理などにIoTが重要な役割を果たします。
#### 3. 接続性 (By Connectivity)
IoTデバイス間の通信技術は多岐にわたります。
* **5G**: 高速・大容量・低遅延の通信を提供し、リアルタイムデータ処理や多数のデバイス接続を可能にします。
* **Wi-Fi**: 短距離での高速通信に適しており、工場内の特定のエリアでのデータ伝送に利用されます。
* **LPWAN (Low-Power Wide-Area Network)**: 低消費電力で広範囲をカバーする通信技術で、バッテリー駆動のセンサーなど、長期間の監視が必要なデバイスに適しています。
* その他、イーサネット、Bluetooth、NFCなども特定の用途で利用されます。
#### 4. 展開モード (By Deployment Mode)
IoTソリューションの導入形態も選択肢があります。
* **オンプレミス (On-premise)**: 企業が自社のデータセンターやサーバーにIoTシステムを構築・運用する形態です。データセキュリティやカスタマイズの自由度が高いのが特徴です。
* **クラウド (Cloud)**: クラウドプロバイダーが提供するインフラ上でIoTシステムを運用する形態です。スケーラビリティが高く、初期投資を抑えられる利点があります。
* **ハイブリッド (Hybrid)**: オンプレミスとクラウドを組み合わせた形態で、機密性の高いデータはオンプレミスで、それ以外のデータはクラウドで処理するなど、両者の利点を活用します。
#### 5. 組織規模 (By Organization Size)
企業の規模によってIoT導入の動機や課題が異なります。
* **大企業 (Large Enterprises)**: 大規模な投資が可能で、複雑なシステム統合や全社的なデジタルトランスフォーメーションを推進します。
* **中小企業 (SMEs)**: 限られたリソースの中で、費用対効果の高いソリューションや特定の課題解決に特化したIoT導入を進めます。
#### 6. アプリケーション (By Application)
**製造業におけるIoT**の具体的な用途は多岐にわたります。
* **予知保全 (Predictive Maintenance)**: 機器の故障を事前に予測し、計画的なメンテナンスを行うことで、ダウンタイムを最小限に抑えます。
* **品質管理 (Quality Control)**: 生産プロセス全体でリアルタイムに品質データを監視し、不良品の発生を抑制します。
* **資産追跡・管理 (Asset Tracking & Management)**: 設備や工具、在庫などの位置や状態をリアルタイムで把握し、効率的な運用を支援します。
* **エネルギー管理 (Energy Management)**: 工場全体のエネルギー消費を監視・最適化し、コスト削減と環境負荷低減に貢献します。
* **サプライチェーン最適化 (Supply Chain Optimization)**: サプライチェーン全体の可視性を高め、効率的な物流と在庫管理を実現します。
#### 7. エンドユース産業 (By End-Use Industry)
**製造業におけるIoT**は、様々な産業分野で導入が進んでいます。
* **自動車**: 生産ラインの自動化、品質検査、コネクテッドカー部品製造など。
* **航空宇宙・防衛**: 高精度な部品製造、設備監視、サプライチェーン管理など。
* **エレクトロニクス**: 半導体製造、精密機器組み立て、不良品検出など。
* **重工業**: 大型機械の監視、予知保全、作業員の安全管理など。
* **食品・飲料**: 生産プロセスの監視、品質管理、トレーサビリティなど。
* **エネルギー・公益事業**: 発電所の設備監視、スマートグリッドへの連携など。
### 成長要因 (Drivers)
**製造業におけるIoT**市場の堅調な成長は、複数の強力な要因によって推進されています。
1. **運用効率の向上とコスト削減への圧力**: 製造業は常に生産性向上とコスト削減の課題に直面しています。IoTは、リアルタイムデータに基づくプロセスの最適化、自動化の推進、無駄の排除を通じて、これらの目標達成に大きく貢献します。例えば、機械の稼働状況を監視し、ボトルネックを特定することで、生産スループットを向上させることができます。
2. **データ駆動型意思決定の重要性の高まり**: センサーから収集される膨大なデータは、製造プロセス、品質、設備の状態に関する貴重な洞察を提供します。これらのデータを分析することで、より迅速かつ正確な意思決定が可能となり、競争優位性を確立できます。
3. **予知保全によるダウンタイムの削減**: 従来の事後保全や定期保全に代わり、IoTを活用した予知保全は、機器の故障を未然に防ぎ、計画外のダウンタイムを劇的に削減します。これにより、生産中断による損失を最小限に抑え、設備寿命を延ばすことができます。
4. **品質管理と製品トレーサビリティの強化**: IoTは、生産の各段階で品質パラメータを継続的に監視し、異常を即座に検出することを可能にします。また、製品の製造履歴や原材料の情報を追跡することで、リコール発生時の対応を迅速化し、ブランド信頼性を向上させます。
5. **インダストリー4.0とデジタルトランスフォーメーションの推進**: スマートファクトリーの実現を目指すインダストリー4.0の概念は、IoTをその中心技術として位置づけています。企業は競争力を維持するために、デジタルトランスフォーメーションの一環としてIoT導入を加速させています。
6. **技術革新とエコシステムの成熟**: AI、機械学習、クラウドコンピューティング、エッジコンピューティング、5Gなどの関連技術の進化は、IoTソリューションの性能と適用範囲を拡大しています。また、多様なベンダーによるソリューション提供と標準化の進展が、市場の成熟を促進しています。
7. **サプライチェーンの可視化と最適化**: グローバル化されたサプライチェーンにおいて、IoTは原材料の調達から製品の配送までの全過程をリアルタイムで可視化します。これにより、在庫管理の最適化、物流の効率化、リスク管理の強化が可能になります。
これらの要因は、**製造業におけるIoT**が単なる技術トレンドではなく、現代の製造業にとって不可欠な戦略的ツールであることを明確に示しています。
### 市場の見通し (Outlook)
**製造業におけるIoT**市場は、2030年までに1,100.3億米ドルに達するという予測が示す通り、今後も力強い成長を続けるでしょう。この成長は、技術の継続的な進化と、製造業が直面する課題へのIoTソリューションの有効性が広く認識されることによって支えられます。
将来的には、より高度なAIと機械学習がIoTデータ分析に統合され、予測能力と自動化レベルがさらに向上すると考えられます。エッジコンピューティングの普及により、データ処理がデバイスの近くで行われることで、リアルタイム性が向上し、クラウドへの依存度が低減する可能性があります。また、5Gネットワークの展開は、工場内のワイヤレス接続を強化し、より多くのデバイスがシームレスに連携する「スマートファクトリー」の実現を加速させるでしょう。
持続可能性への関心の高まりも、**製造業におけるIoT**の導入を促進する要因となります。エネルギー消費の最適化、廃棄物の削減、資源の効率的な利用は、IoT技術によって実現可能であり、企業の環境目標達成に貢献します。
市場は、既存の製造プロセスをデジタル化するだけでなく、新たなビジネスモデルやサービス創出の機会も提供します。例えば、製品の「サービス化」(Product-as-a-Service)や、データに基づいたパーソナライズされた生産などが挙げられます。これにより、製造業は単に製品を生産するだけでなく、顧客に付加価値の高い体験を提供する方向へと進化していくでしょう。
結論として、**製造業におけるIoT**は、今後も製造業の競争力強化、効率性向上、そして持続可能な成長を実現するための中心的な役割を担い続けると期待されます。
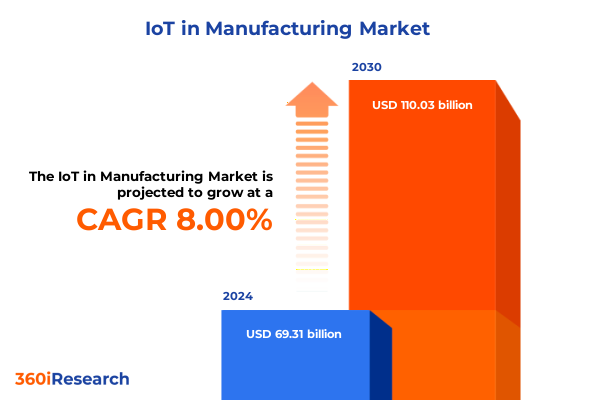
Table of Contents information not available.
*** 本調査レポートに関するお問い合わせ ***

製造業におけるIoT(Internet of Things)は、物理的な生産設備、機械、製品、作業員に至るまで、あらゆる要素がインターネットを通じて相互接続され、リアルタイムでデータを収集・分析するシステムを指す。これは、従来の製造プロセスに革新をもたらし、生産性向上、品質改善、コスト削減、そして新たな価値創造の可能性を秘める。第四次産業革命の中核技術として、その導入は企業の競争力維持・強化に不可欠な戦略的意義を持つ。
IoTの基盤はセンサー技術の進化にある。温度、圧力、振動、位置、稼働状況など、多種多様なデータを収集するセンサーが設備や製品に組み込まれ、これらがネットワークを通じてクラウドやエッジデバイスに送られる。収集データはAIや機械学習で高度に分析され、生産ラインの最適化、故障予知、品質異常の早期発見など、具体的なアクションへと繋がる洞察を提供する。このデータ駆動型アプローチにより、意思決定の迅速化と精度向上が実現し、製造現場の「見える化」から「自律化」への移行を加速させる。
具体的な導入効果として、まず生産性の劇的な向上が挙げられる。リアルタイムでの稼働状況監視により、ボトルネックの特定と解消が容易になり、生産計画の最適化が可能となる。特に、予知保全はIoTの強力な応用例であり、機械の異常を事前に検知し、計画的なメンテナンスを行うことで、突発的なダウンタイムを削減し、稼働率を最大化する。また、品質管理においても、製造プロセスの各段階で収集されるデータが、不良品の原因特定とプロセス改善に貢献し、製品の品質安定化と歩留まり向上に寄与する。
さらに、サプライチェーン全体における可視性の向上も重要なメリットである。原材料の調達から製品の出荷まで全工程を追跡可能にすることで、在庫の最適化、リードタイムの短縮、そしてトレーサビリティの確保が実現する。これにより、サプライチェーンのリスク管理が強化され、市場変動への迅速な対応が可能となる。加えて、IoTは新たなビジネスモデルの創出を促進する。製品から得られるデータを活用したサービス提供(例:稼働状況に応じた課金、遠隔監視)や、顧客ニーズに合わせた製品開発など、従来の「モノ売り」から「コト売り」への転換を加速させ、企業の収益源の多様化を促す。
一方で、製造業におけるIoT導入にはいくつかの課題も存在する。最も重要なのはサイバーセキュリティである。工場内のOT(Operational Technology)システムがインターネットに接続されることで、外部からのサイバー攻撃のリスクが増大し、生産停止や機密情報漏洩に繋がる可能性がある。また、異なるベンダーの設備やレガシーシステムとの相互運用性の確保、膨大なデータの収集・保存・分析にかかる初期投資と運用コスト、そしてデータプライバシーの問題も無視できない。さらに、新たな技術への従業員の適応やスキルアップ、組織文化の変革も、導入を成功させる上で不可欠な要素となる。
今後、製造業におけるIoTは、AI、5G、エッジコンピューティング、デジタルツインといった先端技術との融合を一層深め、より高度な「スマートファクトリー」の実現へと向かうだろう。リアルタイムでの自律的な意思決定、生産プロセスの自己最適化、そして個別化された大量生産(マスカスタマイゼーション)が標準となる未来が視野に入っている。持続可能性への貢献も期待され、エネルギー効率の最適化や廃棄物削減にも寄与する。製造業が直面するグローバル競争の激化、労働力不足、環境規制といった課題に対し、IoTは単なる技術革新に留まらず、企業の存続と成長を左右する戦略的な投資であり、その導入と活用は、未来の製造業の姿を決定づける不可欠な要素となるだろう。